



















 شرکت جهان فولاد سیرجان")
 شرکت جهان فولاد سیرجان")
 عدد پمپ آتشنشانی شرکت جهان فولاد سیرجان\"...")







مدیرعامل فولاد مبارکه:

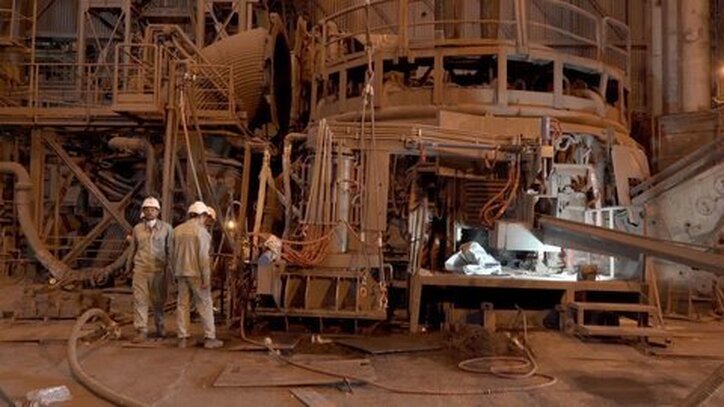
به گزارش میمتالز، استفاده حداکثری از ظرفیتهای موجود و افزایش بهرهوری نیروی انسانی و تجهیزات از مهمترین راهبردهایی است که به افزایش تولید و درنتیجه سودآوری هرچه بیشتر واحدهای تولیدی گروه فولاد مبارکه از جمله فولاد سبا منجر شده است. در همین راستا با اجرای یک پروژه بهینهسازی در واحد فولادسازی مجتمع فولاد سبا که با همت مدیران و کارکنان این مجتمع و متخصصان داخلی انجام شده است، ظرفیت مذاب کوره قوس الکتریکی شماره یک این مجتمع به میزان ۵۰ هزار تن در سال افزایش یافت.
در همین زمینه خبرنگار فولاد نظر برخی از مدیران، رؤسا و کارشناسان این مجتمع را جویا شده است. ماحصل این گفتگوها را در ادامه میخوانید.
بهمن خلیلی، مدیر عملیات فولاد سبا اظهار داشت: طرح افزایش ظرفیت کوره قوس شماره یک از سالهای قبل به همت تیم کارشناسی عملیات در دستور کار قرار گرفت و در آبان ماه ۱۴۰۰ پس از تبدیل شدن به قراردادی با یک شرکت داخلی، با هدف کاهش زمان پنجدقیقهای تولید در هر ذوب آغاز گردید و شامل مجموعهای از انواع بهینهسازیها و نصب تجهیزات کمکی در کوره قوس میشد. بسیاری از اقدامات اجرایی این پروژه در حین تولید توسط همکاران ناحیه و پیمانکاران تعمیراتی فولاد مبارکه انجام گردید. گفتنی است کلیه عملیات نظارتی این پروژه را کارشناسان و همکاران مجرب و متعهد تیم بهرهبرداری سبا به انجام رساندهاند. امید است با بهرهگیری از چنین پروژههایی بتوانیم از زیرساختهای تولیدی حداکثر بهرهوری را حاصل کنیم.
امید جوانمردی، سرپرست تعمیرات فولادسازی فولاد سبا گفت: (power on)، پس از بررسیهای بهعملآمده و طی قراردادی با یک شرکتهای داخلی در آبان ماه سال ۱۴۰۰ آغاز شد و پس از تأمین قطعات و انجام فعالیتهای پیشنیاز، این پروژه در نهایت در جریان انجام تعمیرات برنامهریزیشده، در مردادماه سال ۱۴۰۲ بهطور کامل اجرا گردید. با انجام این پروژه، شاهد کاهش زمان تخلیه تا تخلیه کوره (tap to tap) و افزایش تناژ تولیدی کوره قوس شماره یک خواهیم بود.
مهرداد نفر، کارشناس تعمیرات مکانیک فولادسازی فولاد سبا بیان کرد: در راستای پروژه بهسازی کوره یادشده فعالیتهای اصلی در چهار بخشِ افزایش قطر دایره فرضی عبوری از مرکز الکترودهای (PCD) کوره از ۱۲۵۰ به ۱۴۰۰ میلیمتر، بهبود سیستم دمش اکسیژن، بهبود سیستم تزریق کربن داخل کوره و تغییر محل شارژ مواد داخل کوره با استفاده از دانش فنی شرکتهای دانشبنیان داخلی صورت گرفت.
وی افزود: بهمنظور افزایش PCD، تغییرات لازم در ستونهای کوره قوس اجرا شد و ستونهای طرح جدید ساخته و برای آمادهسازی و نصب به کارگاه فولادسازی منتقل گردید. گفتنی است در آرمهای کوره قوس تغییری ایجاد نشده است. در راستای بهبود دمش اکسیژن علاوه بر افزایش ظرفیت لانسهای اکسیژن از ۱۵۰۰ به ۳۲۰۰ نرمال مترمکعب بر ساعت، جانمایی آنها در داخل کوره نیز با توجه به طرح جدید بهگونهای تغییر یافت که محل دمش دو لانس بر محل ریزش DRI متمرکز باشد. افزایش ظرفیت دمش اکسیژن نیازمند تغییر پایپینگ اکسیژن از ۲ به ۳ اینچ و تغییر والواستند آن بود و با توجه به دستورالعمل اجرای خطوط اکسیژن و نیاز به تست رادیوگرافی کلیه جوشها و در مدار تولید بودن کوره قوس، این فرایند در طول یک سال و با سختی فراوان، در طول تعمیرات برنامهریزیشده خط تولید صورت گرفت و کلیه خطوط پس از اجرا با بخار آب شستوشو گردید. همچنین تجهیزات کنترلی روی والواستند اکسیژن نیز متناسب با سایز لوله تغییر یافت. برای بهبود سیستم دمش کربن، علاوه بر نصب یک لانس دمش کربن در دیواره کوره، از یک مانیپولاتور نیز جهت دمش کربن از دریچه سرباره بهرهبرداری گردید که این تجهیز از ۴ جک هیدرولیکی و یک هیدروموتور استفاده میکند که حدود ۶۰۰ متر پایپینگ هیدرولیک آن از هیدرولیک روم تا سطح کوره قوس در کمترین زمان ممکن و در توقف تعمیرات سالیانه خطوط تولید سبا صورت گرفت. با توجه به تغییر PCD کوره قوس، جرم نسوز دلتا و پانل آبگرد آن و قیف شارژ مواد نیز متناسب با طراحی صورت گرفته ساخته و بر روی سقف کوره مونتاژ شد و محل ریزش DRI داخل کوره تنظیم گردید.
نفر بیان کرد: گفتنی است بخشی از فعالیتهای این پروژه ازجمله آمادهسازی ستونها، مونتاژ بازوی مکانیکی تزریق کربن از دریچه سرباره (مانیپولاتور) و سازه محل نصب آن، ساخت قیف شارژ مواد و پانل آبگرد دلتا، پانلهای مسی و فولادی تغییر یافته در هوزینگ و پایپینگ خطوط اکسیژن و هیدرولیک قبل از توقف خط تولید با همکاری دفتر فنی تعمیرات، تعمیرگاه مرکزی و تعمیرات مرکزی برنامهریزی و اجرا گردید و سایر فعالیتهای اجرایی مانند دمونتاژ ستونهای قبل و مونتاژ ستونهای طرح جدید، نصب لانسهای اکسیژن و کربن و پانلهای آبگرد بر روی هوزینگ، ادامه پایپینگ هیدرولیک زیر کوره قوس، نصب و راهاندازی تجهیز تزریق کربن از دریچه سرباره (مانیپولاتور) و تنظیم PCD کوره با برنامهریزی دقیق و با همت کارکنان تعمیرات فولادسازی، در کمترین زمان ممکن و بدون حادثه ایمنی در توقف پنجروزه تعمیرات اساسی خطوط تولید سبا انجام گردید.
قنبرعلی کمالی، فورمن تعمیرات برق واتوماسیون فولادسازی سبا اذعان کرد: برای بهینهسازی و افزایش راندمان کوره قوس شماره یک سبا اهم فعالیتهای تیم تعمیرات برق و اتوماسیون فولادسازی به این شرح است: ۱- نصب، تست و راهاندازی کلیه تجهیزات برقی، اتوماسیونی و ابزار دقیق لانس مانیپلاتور کوره بهمنظور بهبود فرایند دمش کربن و افزایش راندمان کوره قوس؛ ۲- افزایش ظرفیت لانسهای اکسیژن با نصب تجهیزات اتوماسیونی و ابزار دقیق شامل ولوها، فلومترها و تجهیزات اندازهگیری جدید جهت افزایش دمش اکسیژن؛ ۳- نصب، تست و راهاندازی تجهیزات کنترلی مانند لیمیت سوئیچها بر روی ستون و بازوهای نصبشده جدید؛ ۴- نصب، تست و راهاندازی ترمومترهای کنترل دما بر روی پانلهای نصبشده جدید در دیواره کوره.
مهدی ادیبیزاده، کمک کارشناس تعمیرات برق و اتوماسیون ابزاردقیق فولاد سبا گفت: برای بهینهسازی عملکرد و افزایش ظرفیت کوره اهم فعالیتهای اتوماسیونی انجام شده در واحد فولادسازی به این شرح است: ۱- نصب تجهیزات و تابلوهای محلی لانس مانی پلاتور، اتصال آنها به plc کوره قوس و طراحی برنامه کنترل لانس از طریق plc؛ ۲- نصب و راهاندازی تجهیزات اتوماسیونی مربوط به لانسهای جانبی کوره قوس.
احمد شیری، فورمن تعمیرات مکانیک فولاد سبا تشریح کرد: بهمنظور افزایش تولید کوره شماره یک، فعالیتهای مکانیکی در دو بخش به شرح زیر انجام گردید:
الف) آمادهسازی تجهیزات قبل از نصب و اجرا، شامل ۱- آمادهسازی سه عدد ستون الکترود و تست نشتی و مونتاژ سیلندرهای آن؛ ۲- ساخت سه عدد ساپورت انتهای سیلندر؛ ۳- اجرای لولهکشی سه لاین اکسیژن با بیش از صد متر طول و سایز ۳ اینچ؛ ۴- مونتاژ ۴ عدد والو کنترلی در استند اکسیژن لانس؛ ۵-ساخت استند محل نشیمنگاه لانس مانیپلاتور؛ ۶- لولهکشی مسیر هیدرولیکمانی پلاتور و لولهکشی مسیر کربن لانس مانیپلاتور؛ ۷- آمادهسازی دلتا سقف کوره و قیف شارژ مواد نصب روی دلتا.
ب) اجرای نهایی در شات دان سالیانه و بهرهبرداری، شامل ۱- دمونتاژ و مونتاژ ۱۲ عدد کابل برق؛ ۲-دمونتاژ و مونتاژ ۳ عدد بازو؛ ۳-دمونتاژ ۳ عدد ستون قدیمی و مونتاژ ستونهای طرح جدید؛ ۴-دمونتاژ دلتا و قیف قدیم و نصب دلتا و قیف جدید؛ ۵- نصب ۳ عدد لانس اکسیژن جدید و یک عدد لانس کربن؛ ۶- مونتاژ لانس مانیپلاتور جدید؛ ۷- نصب یونیت هیدرولیک لانس مانیپلاتور.
بعد از نصب کلیه تجهیزات تمام شرایط عملکردی و سالم بودن تجهیزات از نظر آمادهبهکاری تست شد و در نهایت تحویل گروه تولید شد.
روح الله جمالی، کارشناس تولید فولادسازی سبا خاطرنشان کرد: برخی اقدامات دیگر که در این زمینه انجام شد عبارتاند از: افزایش قطر دایره PCD بهمنظور استفاده از توان بالاتر در کوره و کاهش عدم تعادل و پایداری بهتر قوس؛ افزایش ظرفیت و راندمان تزریق اکسیژن در کوره قوس به میزان ۵ مترمکعب بر تن مذاب؛ افزایش مصرف کک تزریقی به کوره به میزان حداقل ۱۰ کیلوگرم بر تن مذاب با تغییر لانسهای تزریق کربن و نصب لانس مانیپلاتور جلو دهانه سرباره؛ تغییر طرح قیف شارژ مواد در جهت افزایش ظرفیت شارژ و سرعت نفوذ آهن اسفنجی داخل ذوب که با انجام این پروژه موارد فوق انجام شد و پیشبینی میشود با افزایش استفاده از انرژی شیمیایی در کوره مصرف برق به میزان حداقل ۱۰ کیلووات ساعت بر تن کاهش یابد و زمان power on به مقدار ۵ دقیقه کاهش پیدا کند که متعاقباً باعث کاهش مصرف نسوز و افزایش تولید به میزان ۵۰ هزار تن در سال میشود.
علی زاهدی، کارشناس دفتر فنی تولید فولاد سبا گفت: مطابق بررسیهای انجامشده از سایتهای مختلف فولادسازی در داخل کشور توسط کارگروه کورههای قوس الکتریکی و پیگیری مسئولان، رؤسا و مدیریت مجتمع فولاد سبا و همکاری واحدهای ذیربط در مجتمع فولاد مبارکه موارد لازم جهت اصلاح در ساختار تجهیزاتی و تکنولوژیک کورههای قوس به اجماع رسید و در قالب پروژه با شرکت آسین در مردادماه ۱۴۰۲ جهت اجرا در کوره قوس شماره یک اعمال گردید.
وی افزود: ضمن قدردانی از کارکنان مجرب مجتمع فولاد سبا در تمامی سطوح کاری، امیدواریم در کنار اجرای پروژههای در دست اجرا، شاهد کاهش توقفات پاییندستی و بالادستی و تثبیت کیفیت مواد اولیه، کاهش زمان از تصمیمگیری تا اجرای پروژههای آتی و دستیابی به رکوردهای جدید تولید به لحاظ کمیت و کیفیت مخصوصاً در زمینه گریدهای ویژه، به کمک خداوند متعال و خواست و همت و تلاش روزافزون کارکنان فولاد سبا باشیم.
رضا لطفیزاده، تکنسین دفتر فنی تعمیرات فولاد سبا اظهار داشت: رسیدن به این امر مهم نیازمند تأمین قطعات استراتژیک و تأمین قطعات یدکی جهت نصب و راهاندازی پروژه بود که با همکاری کارکنان ناحیه فولادسازی و تیم دفتر فنی تعمیرات، این فعالیت در زمان مناسب انجام شد و پروژه در زمان مقرر به بهرهبرداری رسید.
وی افزود: ازجمله دیگر فعالیتهای انجامشده در این زمینه میتوان به موارد ذیل اشاره کرد: تأمین تعداد ۱۲ عدد پنل فولادی و مسی جداره هوزینگ متناسب با محل قرارگیری لانسهای اکسیژن و کربن؛ تأمین ۶ عدد پنل رینگ دلتا و زیرمجموعه با هدف تغییر زاویه ریزش مواد و افزایش قطر PCD، جهت افزایش ظرفیت تولید.
رسول رحمانی، تکنسین تولید فولادسازی سبا گفت: در راستای بهسازی فرایند کوره قوس شماره یک فولادسازی سبا با مشاوره و همکاری شرکتهای توانمند داخلی و بررسی دقیق کارشناسان مجرب فولادسازی، طراحی و ساخت لانسهای جانبی اکسیژن و کربن جدید با راندمان اثرپذیری بیشتر و جانمایی مؤثرتر در کوره قوس و بازطراحی زاویه قیف شارژ مواد بهمنظور تغییر محل ریزش آهن اسفنجی به داخل کوره قوس جهت افزایش شارژ و راندمان مواد وتوان برق ورودی به کوره صورت گرفت و به لطف خداوند متعال و حمایت مدیریت فولاد سبا و همت و تلاش همکاران تعمیرات و تولید به نحوه احسن در کمترین زمان ممکن انجام شد.
بهمن خلیلی مدیر عملیات فولاد سبا در خاتمه ضمن قدردانی از تلاش همه واحدها و کارکنانی که در اجرای این پروژه مهم تلاش نمودند، اظهار امیدواری کرد با رفع محدودیتهای حوزه برق بتوان تا پایان سال جاری اهداف ناحیه را محقق ساخت.


























