شرکت جهان فولاد سیرجان")
 شرکت جهان فولاد سیرجان")
 عدد پمپ آتشنشانی شرکت جهان فولاد سیرجان\"...")






مدیرعامل فولاد مبارکه:

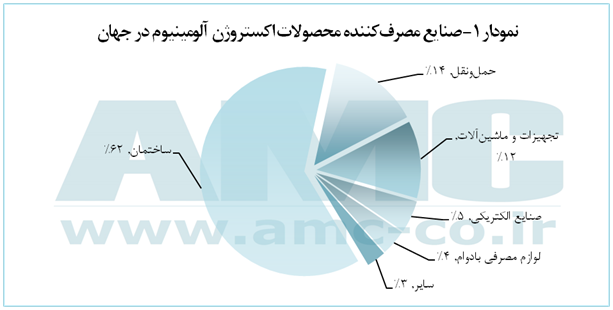
به گزارش می متالز، آلومینیوم بهواسطه خواص منحصر بهفردی که دارد، در صنایع مختلف کاربردهای گستردهای پیدا کرده است. این فلز نهتنها نسبت استحکام به وزن بسیار بالایی در قیاس با سایر فلزات دارد، بلکه دارای هدایت حرارتی و الکتریکی بسیار بالا بوده و همچنین نقطه ذوب پایینی دارد. فرآیند اکستروژن روی آلومینیوم به راحتی قابل اجراست چرا که این فلز نقطه ذوب پایین و شکلپذیری نسبتا بالایی دارد، هر چند که نسبت به فلز رقیب خود، فولاد، استحکام کمتری دارد، اما با استفاده از شکلدهی آن به اشکال پیچیده، میتوان مدول الاستیسیته و استحکام استاتیک آن را تا حد بسیار زیادی افزایش داد. از این رو پروفیلها و محصولات اکستروژن آلومینیومی در بسیاری از صنایع مختلف کاربردهای متنوعی پیدا کردهاند. در نمودار 1، تنوع مصرف محصولات اکستروژن آلومینیومی در صنایع مختلف نشان داده شده است.
در مقابل تمامی ویژگیهای منحصر بهفرد آلومینیوم که سبب رواج مصارف آن، خصوصا به شکل محصولات اکستروژن شده است، قابلیت ضعیف آن در جوش از مهمترین عوامل محدودکننده مصارف این فلز در صنایع مختلف بوده است. این فلز بهدلیل هدایت حرارتی بسیار بالای آن، منجر به بروز مشکلاتی در تشکیل حوضچه مذاب و جوش میشود و بهعنوان یک عامل ممانعتکننده از تشکیل حوضچههای مذاب، جلوگیری میکند. علاوه بر آن، هدایت الکتریکی آن نیز تشکیل قوس الکتریکی مورد استفاده برای ذوب را با مشکلاتی مواجه میسازد. همچنین این فلز به شدت نسبت به اکسیداسیون حساس بوده و بهراحتی اکسید میشود. این امر در کنار قابلیت حلالیت بالای هیدروژن در آلومینیوم سبب میشود تا عملیات جوشکاری آلومینیوم مستلزم محیطی خنثی باشد تا نهتنها از تشکیل اکسیدهای نامطلوب آلومینیوم جلوگیری کند، بلکه از حلالیت هیدروژن در این فلز ممانعت کند.
بدین ترتیب برای جوشکاری قطعات آلومینیومی، خصوصا در مواردی که استحکام بالای جوش مورد نیاز باشد از روشهای جوش قوس الکتریکی تحت پوشش گاز محافظ استفاده میشود. در این روشها، از گاز آرگون یا هلیم بهعنوان گازهای خنثی استفاده میشود. بهطور کلی این قبیل از روشهای جوشکاری را میتوان به 2 دسته مختلف با الکترودهای مصرفی و الکترودهای غیر مصرفی تقسیمبندی کرد. روشهای جوشکاری تیگ (TIG) و میگ (MIG) از این قبیل روشها بهشمار میروند.
روشهای فوق برای جوشکاری آلومینیوم، عمدتا توسط کارگرهای ماهر انجام میشود؛ چرا که این روشها بهگونهای است که فرآیند اتوماسیون در آن بهسختی قابل اجرا است. بهدنبال این امر، در بسیاری از واحدهایی که نیاز به اتصال قطعات آلومینیومی است، نیاز به چنین کارگرانی زیاد شده و این خود میتواند هزینههای تولید واحد مذکور را افزایش دهد. از این رو، استفاده از قطعات و اجزای آلومینیومی در صنایع مختلف که عمدتا بهصورت محصولات اکسترود شده هستند، در صنایعی که نیاز به جوشکاری کمتری داشته باشد رشد و توسعه بیشتری داشته است. این امر در صنایع ایران که سرانه مصرف آلومینیوم پایینتر از میانگین جهانی است و در سالهای گذشته فاصله مصرف آلومینیوم در ایران نسبت به جهان در حال افزایش است، بهخوبی نمایان است.